Ремонтные размеры поршней ВАЗ 21083 таблица, как подобрать поршень?
Оглавление
Содержание
- Поршень. Часть 2
- Информация на поверхности поршня
- Маркировка поршней ВАЗ
- Маркировка поршней ЗМЗ
- Поршни завода «Мотордеталь»
- Ход выполнения работы
Поршень. Часть 2
Поскольку к поршням, как к изделию, предъявляются очень высокие требования, такие же высокие требования предъявляются к материалам, из которых изготавливаются поршни.
Можно кратко перечислить требования к этим материалам:
- Для снижения инерционных нагрузок материал должен иметь как можно меньший удельный вес, но при этом быть достаточно прочным.
- Иметь низкий коэффициент температурного расширения.
- Не изменять своих физических свойств (прочности) под воздействием высоких температур.
- Иметь высокую теплопроводность и теплоёмкость.
- Иметь низкий коэффициент трения в паре с материалом, из которого изготовлены стенки цилиндров.
- Иметь высокую сопротивляемость износу.
- Не изменять своих физических свойств под воздействие нагрузок, вызывающих усталостное разрушение материала.
- Быть не дорогим, общедоступным и легко поддаваться механической и другим видам обработки, например литью, в процессе производства.
К сожалению, материалов, в полной мере соответствующих этим противоречивым требованиям в природе просто не существует.
Поршни массовых автомобильных двигателей внутреннего сгорания изготавливались только из двух материалов – чугуна и алюминия, вернее силуминовых сплавов, состоящих из алюминия и кремния.
Чугун имеет много положительных качеств, от твёрдый, выдерживает высокие температуры, по сравнению с силуминовыми сплавами. Имеет высокую сопротивляемость износу и низкий коэффициент трения в паре чугун – чугун, из которого сделаны блоки цилиндров или вставные гильзы блока цилиндров. Коэффициент температурного расширения чугунного поршня значительно ниже подобного показателя алюминиевого поршня.
Но он также имеет и недостатки. Чугун имеет низкую теплопроводность, поэтому температура днища чугунного поршня выше температуры днища аналогичного алюминиевого поршня. Можно подумать это не страшно, поскольку чугун легко способен выдержать более высокие температуры. Но это только на первый взгляд, повышения удельной литровой мощности и эффективности работы двигателя конструкторы стараются поднять степень сжатия. А более горячий чугунный поршень не позволяет это сделать, поскольку в двигателях с внешним смесеобразованием (бензиновые двигатели) появляется детонационное зажигание. Но основным недостатком чугуна является его высокая плотность. Для повышения максимальной мощности и эффективности двигателя конструкторы стараются увеличить скорость вращения двигателя, но вес тяжелых чугунных поршней не позволяет это сделать. Поэтому все современные автомобильные двигатели, как бензиновые, так и дизельные, имеют алюминиевые поршни.
Алюминий значительно легче чугуна, но поскольку он мягче чугуна, приходится увеличивать толщину стенок поршня, по этой причине вес поршневой группы алюминиевого поршня легче подобной группы с чугунным поршнем всего на 30 – 40%. Алюминий обладает высоким температурным коэффициентом расширения, для устранения влияния которого приходится вплавлять в тело поршня стальные термостабилизирующие пластины и увеличивать зазоры между поршнем и другими элементами в холодном состоянии. Алюминий обладает низким коэффициентом трения в паре алюминий – чугун. Что удовлетворяет, по этому показателю, применение алюминиевых поршней в большинстве двигателей имеющих чугунный блок цилиндров или чугунные гильзы, вплавленные или вставленные в алюминиевый блок цилиндров. Но существуют современные прогрессивные двигатели (в основном немецкие – Фольксваген, Ауди и Мерседес) с алюминиевым блоком цилиндров, не имеющих вплавленных чугунных гильз. У этих двигателей поверхность алюминиевых отверстий цилиндров обрабатываются несколькими различными способами. В результате поверхность стенок цилиндров становится очень твёрдой и приобретает возможность сопротивления износу, даже выше чем у чугунных гильз. Но в паре алюминий – алюминий коэффициент трения очень высокий. В этом случае для уменьшения сил трения проводится железнение опорных поверхностей юбки поршня. В процессе железнения на опорную поверхность юбки поршня гальваническим способом наносится тонкий слой стали.
Информация на поверхности поршня
Обсуждения вопроса о том, что означает маркировка на поршнях стоит начать с того, какую вообще информацию производитель наносит на изделие.
- Размер поршня. В некоторых случаях в маркировке на днище поршня можно найти цифры, означающие его размер, выраженный в сотых долях миллиметра. Пример — 83.93. Эта информация означает, что диаметр не превышает указанного значения с учетом допуска (группы допуска обсудим чуть ниже, у разных марок машин они отличаются). Замер производится при температуре +20°С.
- Монтажный зазор. Другое его название — температурный (поскольку может изменяться вместе с изменением температурного режима в двигателе). Имеет обозначение — Sp. Приводится в дробных числах, означающих миллиметры. Например, обозначение маркировки на поршне SP0.03 говорит о том, что зазор в данном случае должен быть 0,03 мм с учетом поля допуска.
- Товарный знак. Или эмблема. Производители таким образом не только идентифицируют себя, но и дают информацию мастерам о том, чьей документацией (товарными каталогами) необходимо пользоваться при подборе нового поршня.
- Направление установки. Эта информация дает ответ на вопрос — на что указывает стрелка на поршне? Она «говорит» о том, каким образом должен быть смонтирован поршень, в частности, стрелка нарисована по направлению движения автомобиля вперед. На машинах, у которых двигатель расположен сзади вместо стрелки зачастую изображают символический коленчатый вал с маховиком.
- Номер отливки. Это цифры и буквы, схематически указывающие на геометрические размеры поршня. Обычно такие обозначения можно встретить на европейских машинах, для которых элементы поршневой группы изготавливают такие компании как MAHLE, Kolbenschmidt, AE, Nural и прочие. Справедливости ради стоит отметить, что отливку в настоящее время используют все реже. Однако если нужно идентифицировать поршень по этой информации, то для этого необходимо воспользоваться бумажным или электронным каталогом конкретного производителя.
Кроме этих обозначений также существуют и другие, и они могут отличаться у разных производителей.
Маркировка поршней ВАЗ
По статистике, маркировкой ремонтных поршней чаще всего интересуются владельцы или мастера по ремонту двигателей автомобилей ВАЗ. Далее приведем информацию по различным поршням.
ВАЗ 2110
Для примера возьмем двигатель автомобиля ВАЗ-2110. Чаще всего в данной модели используются поршни с маркировкой 1004015. Изделие производится непосредственно на ОАО «АвтоВАЗ». Краткая техническая информация:
- номинальный диаметр поршня — 82,0 мм;
- диаметр поршня после первого ремонта — 82,4 мм;
- диаметр поршня после второго ремонта — 82,8 мм;
- высота поршня — 65,9;
- компрессионная высота — 37,9 мм;
- рекомендованный зазор в цилиндре — 0,025…0,045 мм.
Непосредственно на корпусе поршня может быть нанесена дополнительная информация. Например:
- «21» и «10» в районе отверстия под палец — обозначение модели изделия (другие варианты — «213» обозначает двигатель ВАЗ 21213, а к примеру, «23» — ВАЗ 2123);
- «ВАЗ» на юбке с внутренней стороны — обозначение производителя;
- буквы и цифры на юбке с внутренней стороны — специфическое обозначение литейного оборудования (расшифровать его можно с помощью документации производителя, но в большинстве случаев эта информация бесполезна);
- «АЛ34» на юбке с внутренней стороны — обозначение литейного сплава.
Основные маркировочные символы, наносимые на днище поршня:
- Стрелка — это маркер ориентации, указывающий направление в сторону привода распределительного вала. На так называемых «классических» моделях ВАЗ иногда вместо стрелки можно встретить букву «П», что означает «перед». Аналогично, тот край, где изображена буква, нужно направлять в сторону движения машины.
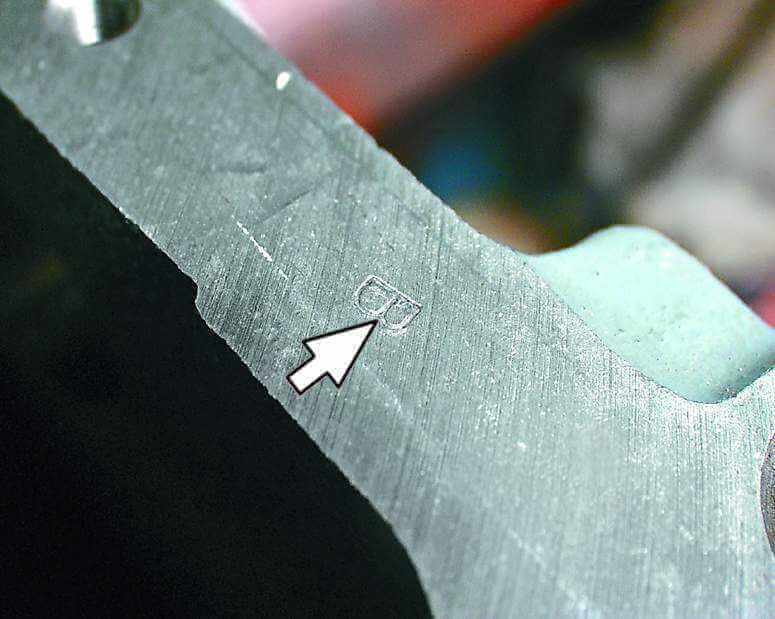
- Один из следующих символов — A, B, C, D, E. Это маркеры класса диаметра, показывающие отклонение в значении по наружному диаметру. Далее приведена таблица с конкретными значениями.
- Маркеры группы массы поршня. «Г» — нормальная масса, «+» — увеличенная на 5 грамм масса, «-» — уменьшенная на 5 грамм масса.
- Одна из цифр — 1, 2, 3. Это маркер класса отверстия поршневого пальца, определяет отклонение по диаметру отверстия под поршневой палец. В дополнение к этому имеется цветовое обозначение данного параметра. Так, краска наносится на внутреннюю сторону днища. Синий цвет — 1 класс, зеленый цвет — 2 класс, красный цвет — 3 класс. Далее приведена дополнительная информация.
Для ремонтных поршней ВАЗ также существуют два отдельных обозначения:
- треугольник — первый ремонт (диаметр увеличен на 0,4 мм от номинального размера);
- квадрат — второй ремонт (диаметр увеличен на 0,8 мм от номинального размера).
Для машин других марок ремонтные поршни обычно увеличены на 0,2 мм, 0,4 мм и 0,6 мм, но без разбивки по классам.
Обратите внимание, что для различных марок машин (в том числе для разных двигателей) значение отличия ремонтных поршней нужно смотреть в справочной информации.
ВАЗ 21083
Другим популярным «ВАЗовским» поршнем является 21083-1004015. Он также производится на ОАО АвтоВАЗ. Его технические размеры и параметры:
- номинальный диаметр — 82 мм;
- диаметр после первого ремонта — 82,4 мм;
- диаметр после второго ремонта — 82,8 мм;
- диаметр поршневого пальца — 22 мм.
Он имеет аналогичные обозначения, что и ВАЗ 2110-1004015. Остановимся немного подробнее на классе поршня по наружному диаметру и классе отверстия под поршневой палец. Соответствующая информация сведена в таблицы.
Наружный диаметр:
Класс поршня по наружному диаметру A B C D E Диаметр поршня 82,0 (мм) 81,965-81,975 81,975-81,985 81,985-81,995 81,995-82,005 82,005-82,015 Диаметр поршня 82,4 (мм) 82,365-82,375 82,375-82,385 82,385-82,395 82,395-82,405 82,405-82,415 Диаметр поршня 82,8 (мм) 82,765-82,775 82,775-82,785 82,785-82,795 82,795-82,805 82,805-82,815
Интересно, что модели поршней ВАЗ 11194 и ВАЗ 21126 выпускаются только в трех классах — A, B и C. При этом размер шага соответствует 0,01 мм.
Таблица соответствия моделей поршня и моделей двигателя (марки) автомобилей ВАЗ.
Модель двигателя ВАЗ Модель поршня 2101 21011 2105 21213 2123 2108 21083 2110 2112 21124 21126 21128 11194 2101 21011 2103 2104 2105 2106 21073 2121 21213 21214 2123 2130 2108 21081 21083 2110 2111 21114 11183 2112 21124 21126 21128 11194
Отверстия под поршневой палец:
Класс отверстия под поршневой палец 1 2 3 Диаметр отверстия под поршневой палец(мм) 21,982-21,986 21,986-21,990 21,990-21,994
Маркировка поршней ЗМЗ
Другая категория автовладельцев, интересующихся маркировкой поршней, имеет в своем распоряжении моторы марки ЗМЗ. Они устанавливаются на автомобили ГАЗ — Волга, Газель, Соболь и другие. Рассмотрим обозначения, имеющиеся на их корпусах.
Обозначение «406» означает, что поршень предназначен для установки в двигатель ЗМЗ-406. На днище поршня выбито два обозначения. По букве, нанесенной краской, на новом блоке поршень подбирается к цилиндру. При ремонте с расточкой цилиндров требуемые зазоры выполняются в процессе расточки и хонингования под заранее приобретенные поршни с нужным размером.
Римская цифра на поршне указывает на нужную группу поршневого пальца. Диаметры отверстий в бобышках поршня, головке шатуна, а также наружные диаметры поршневого пальца делятся на четыре группы, помеченные краской: I — белая, II — зеленая, III — желтая, IV — красная. На пальцах номер группы также обозначен краской на внутренней поверхности или на торцах. Он должен совпадать с группой, указанной на поршне.
Непосредственно на шатуне номер группы аналогично должен отмечаться краской. При этом упомянутый номер должен или совпадать или находиться рядом с номером группы пальца. Такой подбор обеспечивает ситуацию, когда смазанный палец с небольшим усилием перемещается в головке шатуна, однако не выпадает из него. В отличие от поршней ВАЗ, где направление указывается стрелкой, на поршнях ЗМЗ производитель прямо пишет слово «ПЕРЕД» или просто ставит букву «П». При сборке выступ на нижней головке шатуна должен совпадать с этой надписью (быть на той же стороне).
Существует пять групп, с шагом, равным 0,012 мм, которые обозначаются буквами А, Б, В, Г, Д. Эти размерные группы выбираются по наружному диаметру юбки. Они соответствуют:
- А — 91,988…92,000 мм;
- Б — 92,000…92,012 мм;
- В — 92,012…92,024 мм;
- Г — 92,024…92,036 мм;
- Д — 92,036…92,048 мм.
Значение группы поршня клеймится на его днище. Так, существуют четыре размерные группы, которые маркируются краской на бобышках поршня:
- 1 — белая (22,0000…21,9975 мм);
- 2 — зеленая (21,9975…21,9950 мм);
- 3 — желтая (21,9950…21,9925 мм);
- 4 — красная (21,9925…21,9900 мм).
Метки группы отверстия под палец могут также быть нанесены на днище поршня римскими цифрами, при этом каждой цифре соответствует свой цвет (I — белый, II — зеленый, III — желтый, IV — красный). Размерные группы подобранных поршней и поршневых пальцев должны совпадать.
Двигатель ЗМЗ-405 устанавливается на автомобиль ГАЗ-3302 «Газель Бизнес» и ГАЗ-2752 «Соболь». Расчетный зазор между юбкой поршня и цилиндром (для новых деталей) должен быть равен 0,024…0,048 мм. Он определяется как разность размеров минимального диаметра цилиндра и максимального диаметра юбки поршня. Существует пять групп, с шагом, равным 0,012 мм, которые обозначаются буквами А, Б, В, Г, Д. Эти размерные группы выбираются по наружному диаметру юбки. Они соответствуют:
- А — 95,488…95,500 мм;
- Б — 95,500…95,512 мм;
- В — 95,512…95,524 мм;
- Г — 95,524…95,536 мм;
- Д — 95,536…95,548 мм.
Значение группы поршня клеймится на его днище. Так, существуют четыре размерные группы, которые маркируются краской на бобышках поршня:
- 1 — белая (22,0000…21,9975 мм);
- 2 — зеленая (21,9975…21,9950 мм);
- 3 — желтая (21,9950…21,9925 мм);
- 4 — красная (21,9925…21,9900 мм).
Таким образом, если на поршне двигателя ГАЗ стоит, например, буква В, то это означает, что двигатель дважды подвергался капитальному ремонту.
В ЗМЗ 409 почти все размеры те же, что и в ЗМЗ 405, за исключением выемки (лужа), она глубже, чем в 405. Делается это для компенсации степени сжатия, размер h увеличивается на поршнях 409. Также компрессионная высота у 409 равна 34 мм, а у 405 — 38мм.
Приведем аналогичную информацию для двигателя марки ЗМЗ 402.
- А — 91,988…92,000 мм;
- Б — 92,000…92,012 мм;
- В — 92,012…92,024 мм;
- Г — 92,024…92,036 мм;
- Д — 92,036…92,048 мм.
Размерные группы:
Надпись «Селективный подбор» на поршнях
- 1 — белая; 25,0000…24,9975 мм;
- 2 — зеленая; 24,9975…24,9950 мм;
- 3 — желтая; 24,9950…24,9925 мм;
- 4 — красная; 24,9925…24,9900 мм.
Обратите внимание, что с октября 2005 года на поршнях 53, 523, 524 (устанавливаются в том числе на многие модели двигателей ЗМЗ), на их днище устанавливается печать «Селективный подбор». Такие поршни изготавливаются по более прогрессивной технологии, о которой отдельно написано в технической документации к ним.
Марка поршня ЗМЗ Нанесенное обозначение Куда нанесено обозначение Метод нанесения надписи 53-1004015-22; 523.1004015; 524.1004015; (410.1004014). Товарный знак ЗМЗ На ступице в районе отверстия под поршневой палец Литье Обозначение модели поршня На ступице в районе отверстия под поршневой палец Литье «Перед» На ступице в районе отверстия под поршневой палец Литье Маркировка диаметра поршня А, Б, В, Г, Д. На днище поршня Травление Клеймо БТК На днище поршня Краской Маркировка диаметра под палец (белый, зеленый, желтый) На весовой бобышке Краской
Аналогичная информация поршня 406.1004015:
Марка поршня ЗМЗ Нанесенное обозначение Куда нанесено обозначение Метод нанесения надписи 406.1004015; 405.1004015; 4061.1004015; 409.1004015. Товарный знак ЗМЗ На ступице в районе отверстия под поршневой палец Литье «Перед» Модель «406, 405, 4061,409» (406- АР; 406-БР) Маркировка диаметра поршня А, Б, В, Г, Д На днище поршня Ударный Маркировка диаметра под палец (белый, зеленый, желтый, красный) На весовой бобышке Краской Материал изготовления «АК12ММгН» В районе отверстия под поршневой палец Литье Клеймо БТК На днище поршня Травлением
Поршни завода «Мотордеталь»
На многих отечественных и импортных машинах используются ремонтные поршни, изготовленные на производственных мощностях костромского производителя поршневых групп «Мотордеталь-Кострома». Данное предприятие выпускает поршни с диаметром от 76 до 150 мм. На сегодняшний день производятся такие типы поршней:
- цельнолитой;
- с терморегулирующей вставкой;
- с вставкой под верхнее компрессионное кольцо;
- с каналом масляного охлаждения.
Поршни, выпущенные под указанной торговой маркой, имеют собственные обозначения. При этом информация (маркировка) может быть нанесена двумя способами — лазером и микроударом. Для начала рассмотрим на конкретных примерах маркировку, сделанную при помощи лазерной гравировки:
- EAL — соответствие техническому регламенту таможенного союза;
- Сделано в России — прямое указание страны-производителя;
- 1 — группа по массе;
- H1 — группа по диаметру;
- 20-0305А-1 — номер изделия;
- К1 (в кружочке) — знак отдела технического контроля (ОТК);
- 15.05.2016 — прямое указание на дату производства поршня;
- Sp 0,2 — зазор между поршнем и цилиндром (температурный).
Теперь рассмотрим обозначения, нанесенные при помощи так называемого микроудара, на конкретных примерах:
- 95,5 — общий размер по диаметру;
- В — группа по диаметру;
- III — группа по диаметру пальца;
- К (в кружочке) — знак ОТК (контроля качества);
- 26.04.2017 — прямое указание даты производства поршня.
Здесь же стоит отметить, что для производства разных поршней используются различные же алюминиевые сплавы с легирующими добавками. Однако эта информация не указывается прямо на корпусе поршня, но записывается в его технической документации.
Примечание:
Ниже приведены справочные данные по классам и размерам поршней и остальных узлов ШПГ двигателя 2111.
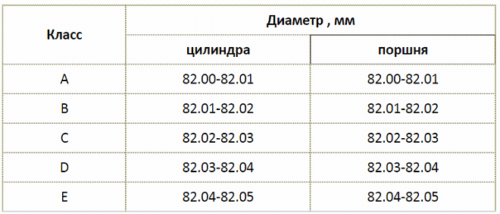
>Номинальные размеры цилиндров и поршней
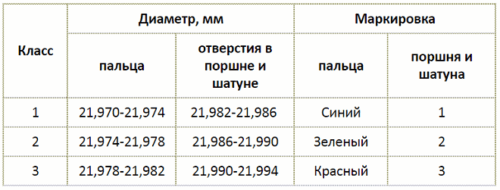
>Классы поршневых пальцев, поршней и шатунов
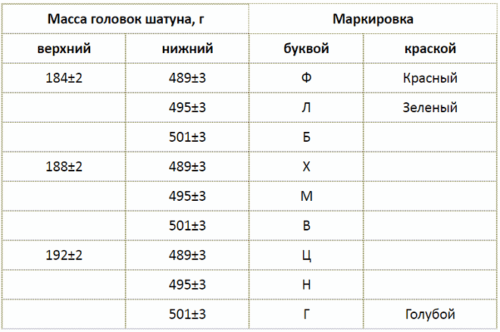
>Класс шатуна по массе верхней и нижней головки
Ход выполнения работы
- Вначале Вам потребуется очистить головку поршня от нагара. Поршень необходимо заменить в случае, если на на нем присутствуют задиры, следы прогара, глубокие царапины, трещины.Затем прочистите канавки под поршневые кольца. Выполнять эту операцию удобно при помощи обломка старого кольца.

- Также следует прочистить отверстия для стока масла. Воспользуйтесь подходящим куском проволоки.

- Проверьте зазоры между кольцами и канавками на поршне. Номинальный зазор, мм: верхнее компрессионное кольцо 1 – 0,04–0,075; нижнее компрессионное кольцо 2 – 0,03–0,065; маслосъемное кольцо 3 – 0,02–0,055; Предельно допустимый зазор для всех колец – 0,15 мм.

- Наиболее точно зазоры можно определить промером колец и канавок на поршне. Для этого замерьте микрометром толщину колец в нескольких местах по окружности, затем…
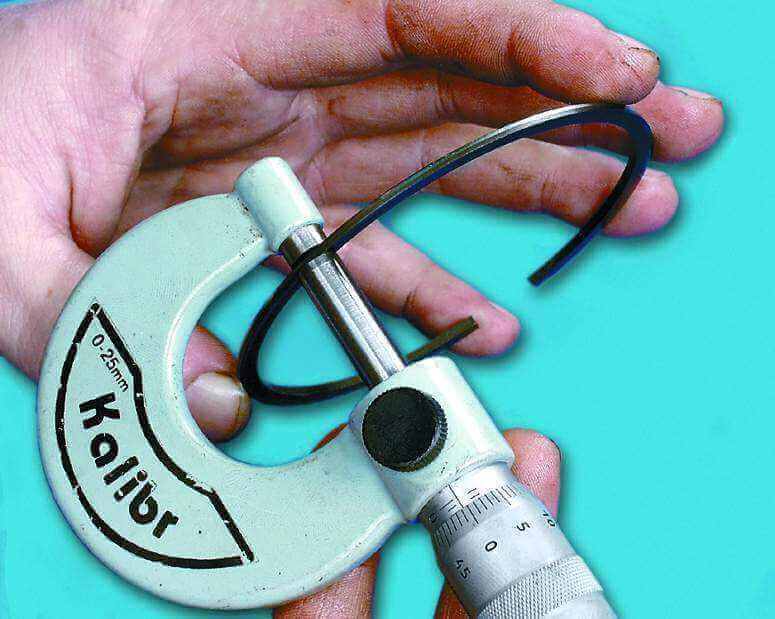
- …с помощью набора щупов измерьте ширину канавок также в нескольких местах по окружности. Вычислите средние значения зазоров (разница между толщиной кольца и шириной канавки). Если хотя бы один из зазоров превышает предельно допустимый, замените поршень с кольцами.

- Измерьте зазоры в замках колец, вставив кольцо в специальную оправку. При отсутствии оправки вставьте кольцо в цилиндр (в котором оно работало), продвиньте поршнем как оправкой кольцо в цилиндр, чтобы оно установилось в цилиндре ровно, без перекосов и…
- …щупом измерьте зазор в замке кольца. Номинальный зазор должен быть 0,25–0,45 мм, предельно допустимый (в результате износа) – 1,0 мм. Если зазор превышает предельно допустимый, замените кольцо.

- Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы кольца.

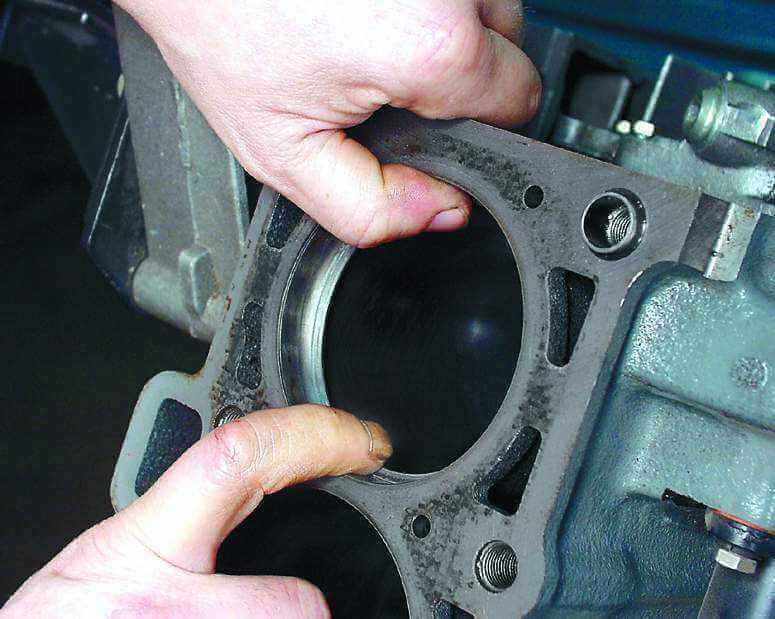
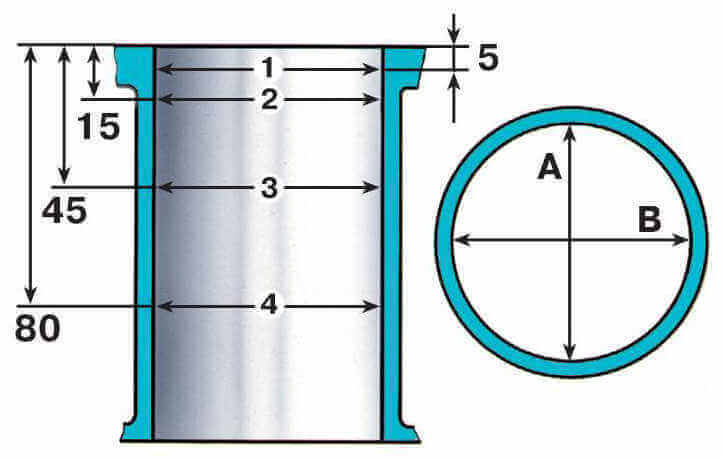
- Проверьте зазоры между поршнями и цилиндрами. Зазор определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор равен 0,025–0,045 мм, предельно допустимый – 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера. Измерьте диаметр поршня на расстоянии 55 мм от его днища в плоскости, перпендикулярной поршневому пальцу.

- Затем измерьте диаметры цилиндра в двух перпендикулярных плоскостях (вдоль В и поперек А блока цилиндров) и в четырех поясах (1, 2, 3 и 4). Для этого необходим специальный прибор – нутромер.
- При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по классу и одной группы по массе, а также поршневые пальцы к поршням по классу и шатуны по массе. Для подбора поршней к цилиндрам вычислите зазор между ними. Для удобства подбора поршней к цилиндрам цилиндры и поршни в зависимости от диаметров делят на пять классов: A, B, C, D, E. В запасные части поставляются поршни номинального размера трех классов A, C, E и двух ремонтных размеров. Первый ремонтный – увеличенный на 0,4 мм, второй – на 0,8 мм. По массе поршни разбиты на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе должны устанавливаться поршни одной группы. Для поршней ремонтных размеров в запчасти поставляются кольца ремонтных размеров, увеличенных на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного размера выбито число «40», второго – «80».
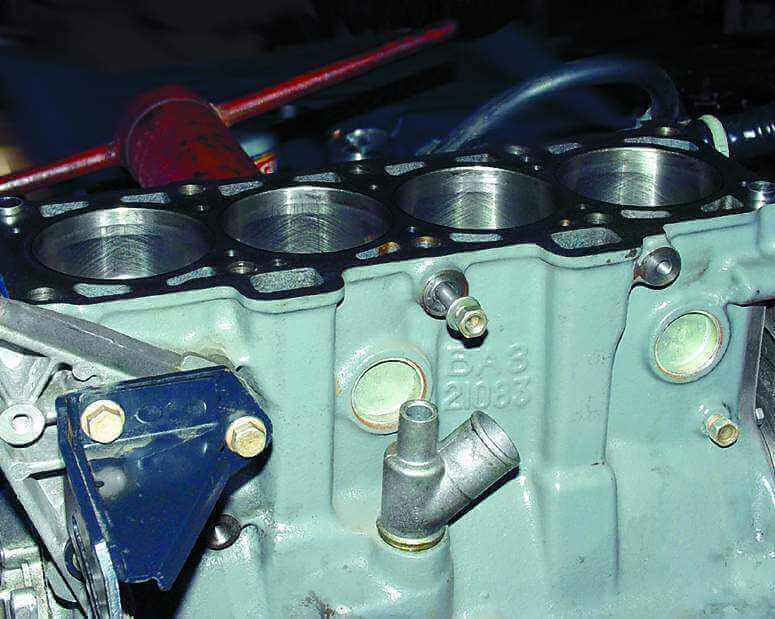
- На блоке цилиндров группа цилиндров выбивается на нижней плоскости блока (привалочная плоскость под масляный картер) напротив каждого цилиндра.
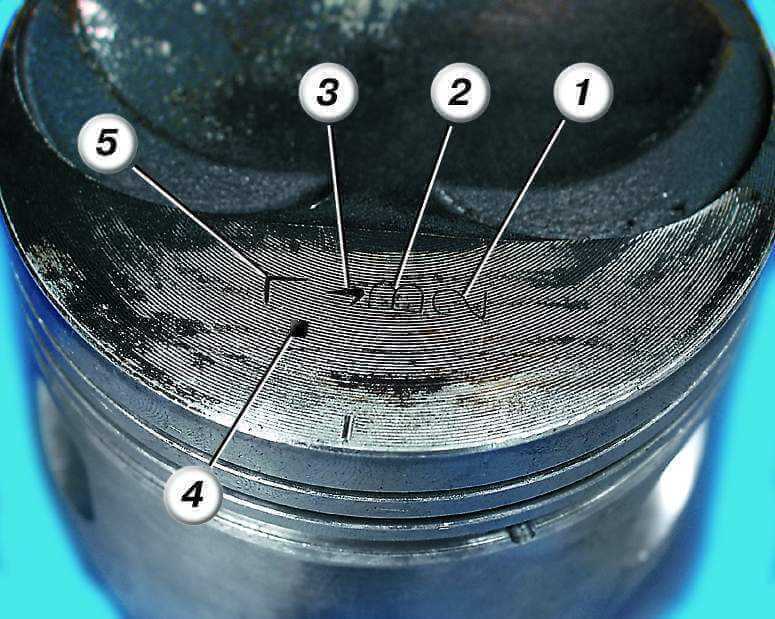
- На днище поршня выбиваются следующие данные:1 – класс поршня по отверстию под палец; 2 – класс поршня по диаметру; 3 – стрелка, показывающая направление установки поршня;4 – ремонтный размер (1-й ремонтный – треугольник, 2-й ремонтный – квадрат); 5 – группа по массе (нормальная – «Г», увеличенная на 5 г – «+», уменьшенная на 5 г – «–»).
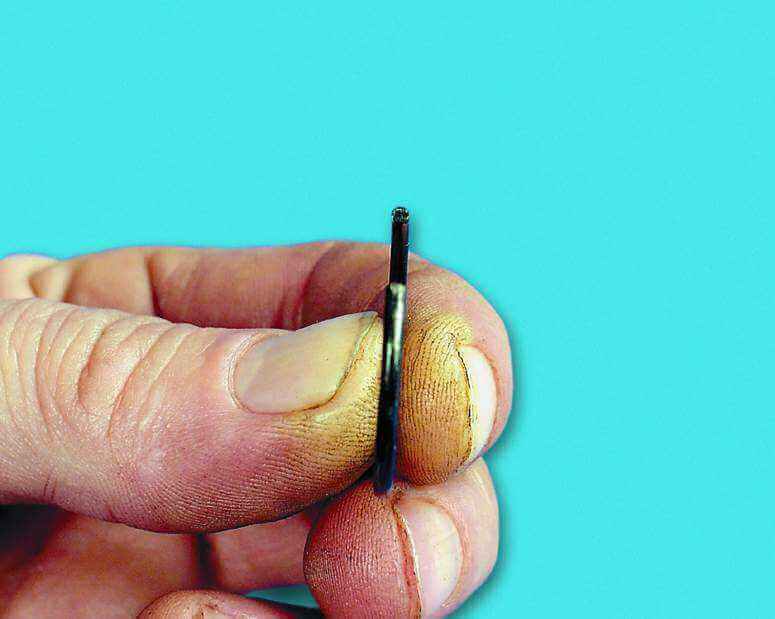
- Пальцы с трещинами замените. Палец должен легко входить в поршень от усилия большого пальца руки. Вставьте палец в поршень. Если при покачивании пальца ощущается люфт, замените поршень. При замене поршня подберите к нему палец по классу. Поршневые пальцы разбиты по диаметру на три класса (1-й, 2-й, 3-й) через 0,004 мм. Класс пальца маркируется на его торце краской. Класс поршня по пальцу выбивается на днище поршня, класс шатуна по пальцу – на крышке шатуна.

- Замените сломанные кольца и расширитель маслосъемного кольца.

- Замените сломанные или треснувшие стопорные кольца, удерживающие поршневой палец. Концы стопорных колец должны находиться в одной плоскости. Погнутые кольца замените.
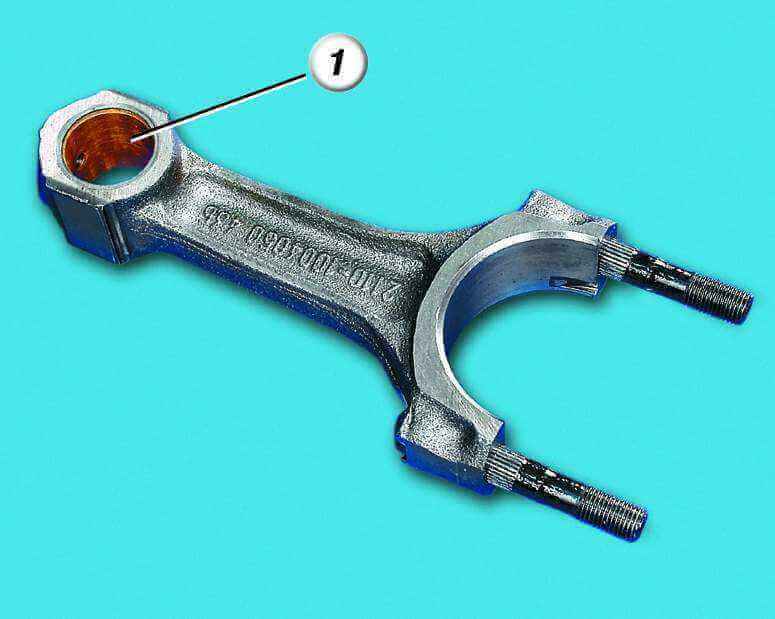
- Замените погнутые шатуны. Замените шатун, если во втулке 1 верхней головки есть задиры и глубокие царапины. Замените шатун, если при разборке двигателя было обнаружено, что шатунные вкладыши провернулись в шатуне. Шатуны обрабатывают совместно с крышками, поэтому их нужно менять комплектом.
- Вставьте палец в верхнюю головку шатуна. Если при покачивании пальца ощущается люфт, замените шатун. Шатуны в сборе с крышками по массе верхней и нижней головки разделены на классы.

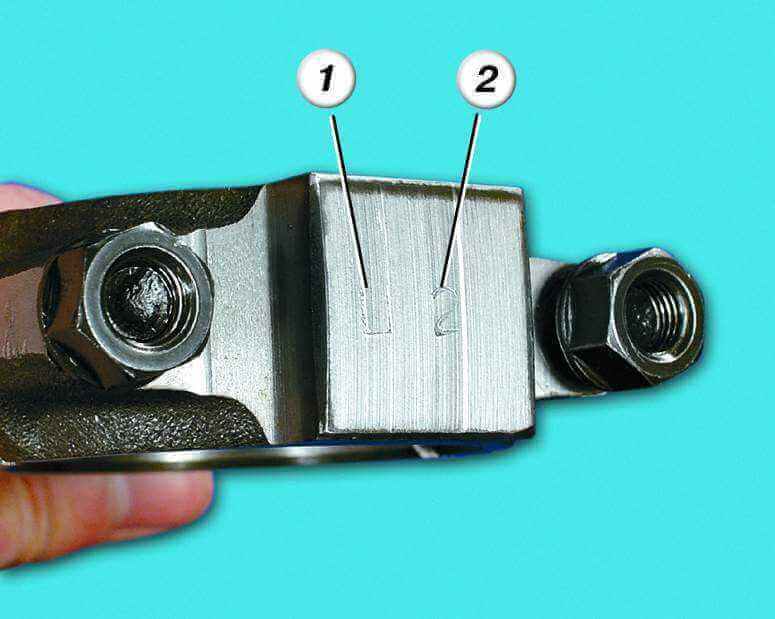
- В двигателе должны устанавливаться шатуны одного класса. Маркировка шатуна наносится на его крышке: 1 – класс шатуна по массе (буква или краска), 2 – класс шатуна по пальцу.
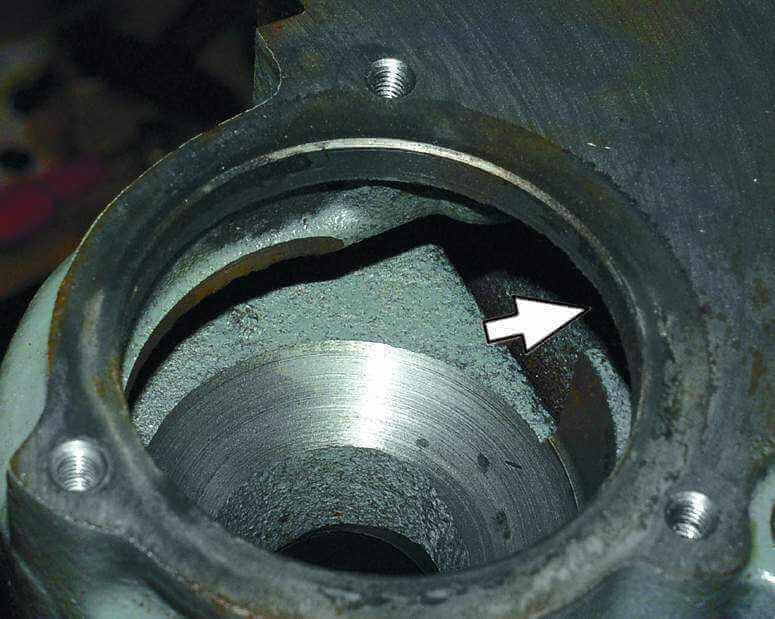
- Если на поверхностях, по которым работают сальники, есть глубокие риски, царапины, забоины, коленчатый вал необходимо заменить.
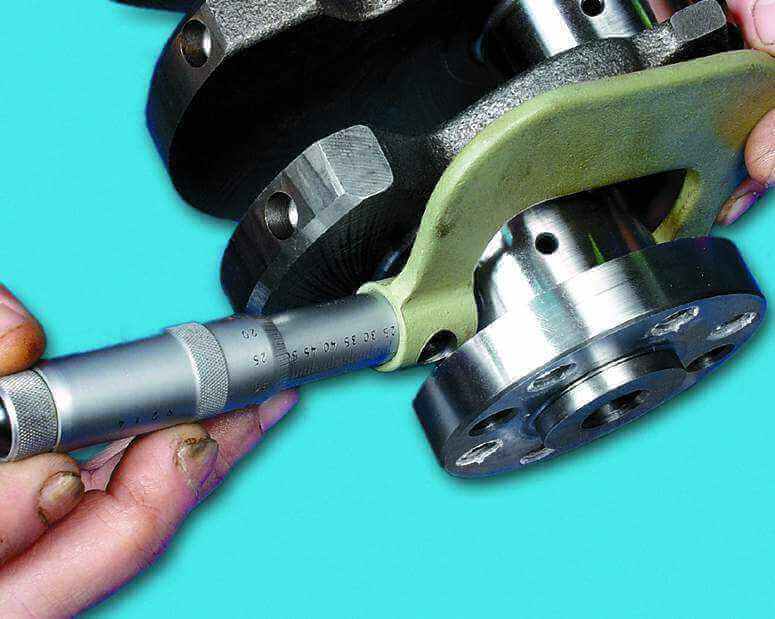
- Промерьте коренные и шатунные шейки коленчатого вала. Номинальные диаметры шеек коленчатого вала, мм: коренных – 50,799–50,819; шатунных – 47,830–47,850. Если износ шеек превышает 0,03 мм или овальность шеек превышает 0,03 мм, нужно прошлифовать их до ближайшего ремонтного размера. Существует четыре ремонтных размера с уменьшением диаметра шеек: первый – 0,25 мм; второй – 0,5 мм; третий – 0,75 мм; четвертый – 1,00 мм.
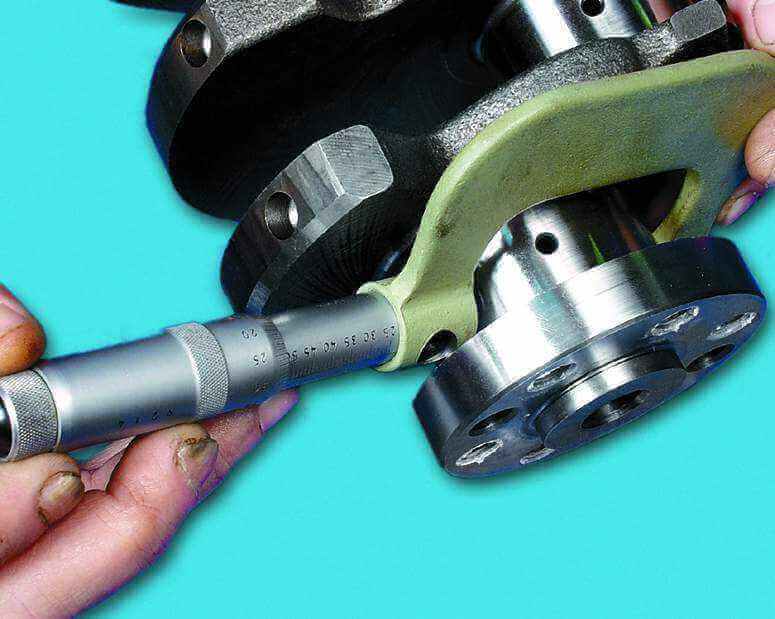
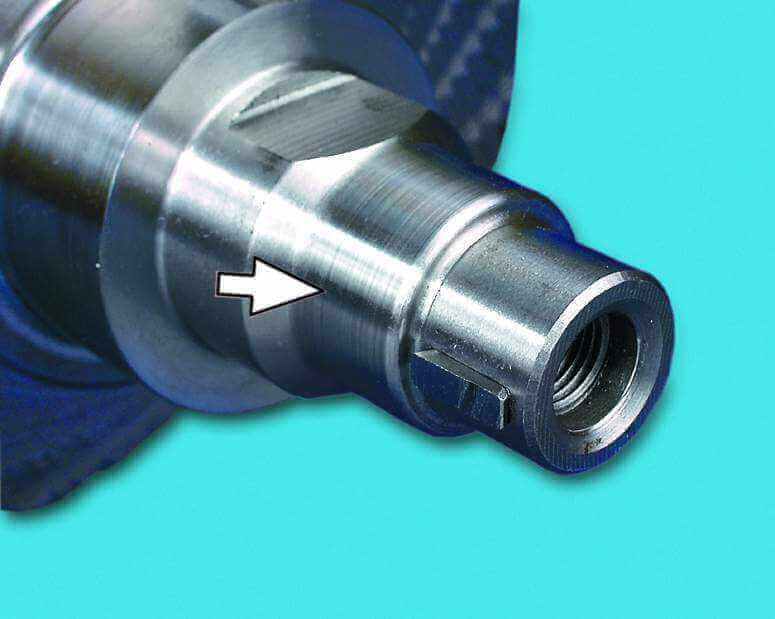
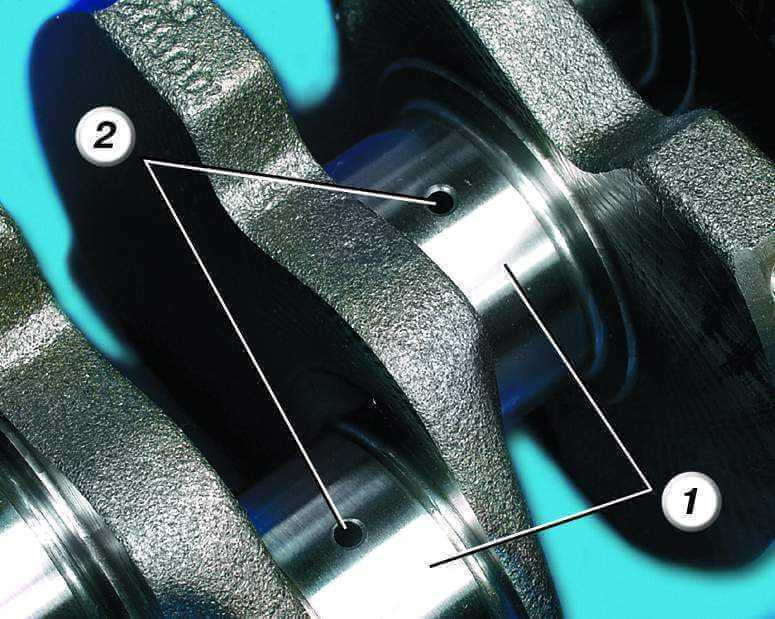
- Если на коренных и шатунных шейках 1 есть незначительные задиры, риски, царапины, нужно прошлифовать их до ближайшего ремонтного размера. Эту работу рекомендуется выполнять в специализированной мастерской. После отполируйте шейки и притупите острые кромки фасок масляных каналов 2 абразивным конусом. Промойте коленчатый вал и продуйте сжатым воздухом масляные каналы. Овальность и конусность всех шеек после шлифовки не должна превышать 0,005 мм. После шлифовки шеек установите вкладыши ремонтных размеров.
- Если на рабочих поверхностях упорных полуколец есть задиры, риски и отслоения, замените полукольца. На полукольцах запрещается проводить любые подгоночные работы.

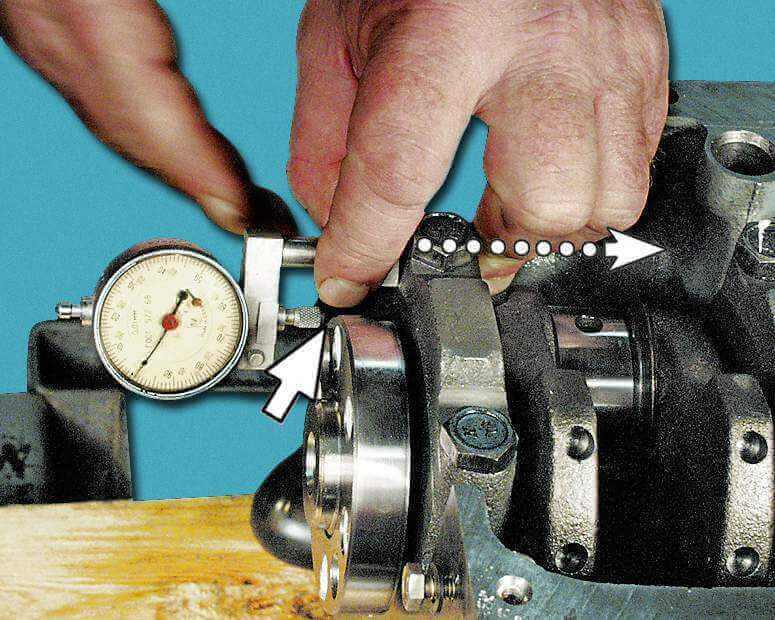
- Измерьте осевой зазор коленчатого вала. Для этого установите коленчатый вал и упорные полукольца в блок цилиндров и затяните болты крепления крышек коренных подшипников.

- Установите индикатор так, чтобы его ножка упиралась во фланец вала. Сдвиньте коленчатый вал до упора от индикатора и установите стрелку индикатора на 0. Сдвиньте вал в обратную сторону. Индикатор покажет величину зазора. Номинальный осевой зазор коленчатого вала равен 0,06–0,26 мм, предельно допустимый – 0,35 мм. Если зазор превышает предельно допустимый, замените упорные полукольца. В запчасти поставляются упорные полукольца двух размеров: номинального – 2,31–2,36 мм и ремонтного (увеличенного на 0,127 мм) – 2,437–2,487 мм.
- Осмотрите шатунные и коренные вкладыши. Если на них есть трещины, задиры, выкрашивание – замените вкладыши. На вкладышах запрещается проводить любые подгоночные работы. Номинальная толщина вкладышей, мм: коренных – 1,824–1,831; шатунных – 1,723–1,730. Вкладыши поставляются в запасные части четырех ремонтных размеров, увеличенной толщины: первый – на 0,25 мм; второй – на 0,5 мм; третий – на 0,75 мм; четвертый – на 1,00 мм.

- Проверьте зазоры между вкладышами коренных подшипников и шейками коленчатого вала. Эту работу рекомендуется выполнять в специализированной мастерской. Измерьте диаметр шеек и диаметры коренных подшипников, установив крышки с вкладышами на блок и затянув их соответствующими моментами. Вычислите зазор. Зазоры между вкладышами и шейками коленчатого вала равны: коренные подшипники (номинальный) – 0,026–0,073 мм, предельно допустимый – 0,15 мм; шатунные подшипники (номинальный) – 0,02–0,07 мм, предельно допустимый – 0,1 мм. Если зазор превышает предельно допустимый, коленчатый вал необходимо прошлифовать под следующий ремонтный размер.
- В специализированной мастерской можно замерить биение шеек коленчатого вала. Биение должно составлять: коренные шейки и посадочная поверхность под ведущую шестерню масляного насоса – не более 0,03 мм; посадочная поверхность под маховик – не более 0,04 мм; посадочная поверхность под шкивы и сальники – не более 0,05 мм.
- Тщательно прочистите и промойте масляные каналы коленчатого вала.
- При этом не рекомендуется выпрессовывать заглушки самостоятельно, для этого обратитесь в специализированную мастерскую.
- Тщательно очистите поверхности блока цилиндров от остатков старых уплотнительных прокладок. Внимательно осмотрите блок. Если обнаружите трещины, блок надо заменить в сборе с крышками коренных подшипников.

- Проверьте герметичность рубашки охлаждения блока цилиндров. Для этого заглушите отверстие под водяной насос (установив насос с прокладкой) и залейте Тосол-А40 в рубашку охлаждения. Если в каком-нибудь месте заметна течь, значит, блок негерметичен и его надо заменить.
- Осмотрите цилиндры. Если на зеркале цилиндров есть царапины, задиры, раковины и пр., расточите цилиндры под ремонтный размер (эту работу рекомендуется выполнять в специализированной мастерской) или замените блок цилиндров. При различных дефектах глубиной более 0,8 мм блок ремонту не подлежит и его надо заменить.
- Очистите нагар в верхней части цилиндров. Если там образовался поясок вследствие износа цилиндров, снимите его шабером. Проверьте износ цилиндров, замерив их диаметры (см. пункт 10).


Особенности конструкции.
Глубина выборок под клапана,на днище порш. 2110, исключает возможность соприкосновения клапанов с поршнем при обрыве ремня ГРМ.
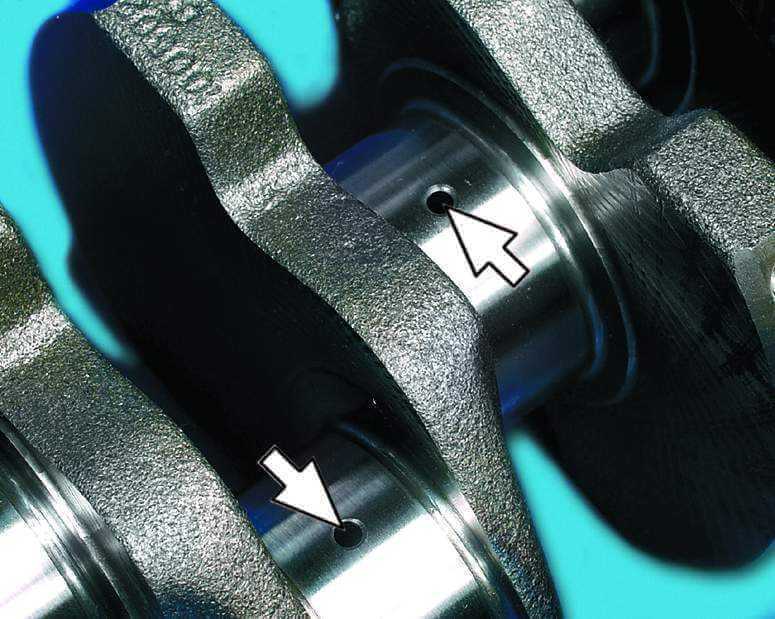
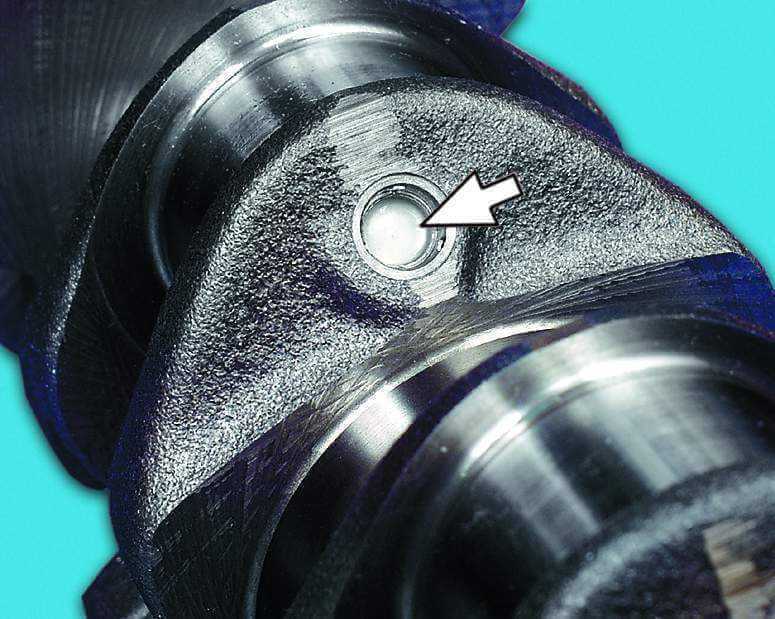
В конструкции поршня 2110 и в конструкции всех последующих моделей, применяется свободная посадка поршневого пальца. Зазор в отверстии головки шатуна и в отверстиях в поршне обеспечивает свободное вращение пальца. В осевом направлении палец фиксируется стопорными кольцами. Для этого в поршне, в отверстиях под палец, предусмотрены установочные канавки для стопорных колец. На внешней стороне отверстий под поршневой палец, в верхней части, имеются небольшие углубления, которые облегчают установку и снятие стопорных колец. Кроме того, они способствуют доступу масла в зону контакта.

Такая конструкция упрощает процесс сборки и обеспечивает равномерный износ трущихся поверхностей, увеличивая ресурс деталей. Классы диаметров поршней и классы отверстий под поршневой палец принятые для модели 21083 соответствуют классам моделей 2110, 2112, 21124.
Основные маркировки в литье, нанесенные на деталь.
1. Обозначение модели изделия – символы «21» и «10», в районе отверстия под палец.
2. Обозначение производителя – «ВАЗ», на юбке с внутренней стороны.
3. Обозначение литейной оснастки -буквы и цифры, на юбке с внутренней стороны.
4. Обозначение литейного сплава – «АЛ34», на юбке с внутренней стороны .
Основные маркировки наносимые на днище.
1. Маркер ориентации — »  » при установке, должен указывать направление в сторону привода распредвала
» при установке, должен указывать направление в сторону привода распредвала
2. Маркер класса – один из символов ( » А «,» В»,» С»,» D «,» Е «) определяет отклонение по наружному диаметру.
3. Маркер группы массы поршня:
»  » – нормальная;
» – нормальная;
» + » – увеличенная на 5 г.
» – » – уменьшенная на 5 г.
4. Маркер класса отверстия поршневого пальца –одна из цифр (» 1 «, » 2 «, » 3 » ) определяет отклонение по диаметру отверстия под поршневой палец.
Маркировка класса отверстии дополнительно наносится краской на внутренней стороне днища:
синий цвет — 1-й класс
зеленый цвет — 2-й класс
красный цвет — 3-й класс
Дополнительно, для ремонтных поршней.
5. Маркер для ремонтных изделий:
»  » — 1-й ремонт (диаметр увеличенный на 0,4мм от номинального размера.)
» — 1-й ремонт (диаметр увеличенный на 0,4мм от номинального размера.)
»  » — 2-й ремонт (диаметр увеличенный на 0,8мм от номинального размера.)
» — 2-й ремонт (диаметр увеличенный на 0,8мм от номинального размера.)
ПОРШЕНЬ 21083-1004015 Производитель ОАО АВТОВАЗ Диаметр поршня (номинальный), мм: 82,0 Диаметр поршня (1-й ремонт), мм: 82,4 Диаметр поршня (2-й ремонт), мм: 82,8 Вес, г.: 335,0 Поршневой палец 21213-1004020 Диаметр поршневого пальца, мм: 22 Поршневые кольца 21083-1000100 Высота колец, мм: 1,5/2,0/3,95
Особенности конструкции.
Глубина выборок под клапана,на днище поршня 21083, исключает возможность соприкосновения клапанов с поршнем при обрыве ремня ГРМ.
Особенностью конструкции поршня ВАЗ 21083, которая отличает его от поршня 2110, является способ фиксации поршневого пальца. В конструкции дели 21083 поршневой палец (21213-1004020 или 2101-1004020 ) запрессовывается в верхнюю головку шатуна 2108-1004045. Плотная посадка определяет положение пальца и предотвращает его смещение. Диаметр отверстий в бобышках поршня обеспечивает поршневому пальцу и шатуну свободный угловой поворот. На боковой поверхности, на площадке возле отверстия под поршневой палец, присутствует маркировка модели – «21» и «083». По геометрическим параметрам, нет отличий между поршнями моделей ВАЗ 21083 и ВАЗ 2110.
Основные размеры
Класс поршня по наружному диаметру A B C D E Диаметр поршня 82.0 (мм) 81,965-81,975 81,975-81,985 81,985-81,995 81,995-82,005 82,005-82,015 Диаметр поршня 82.4 (мм) 82,365-82,375 82,375-82,385 82,385-82,395 82,395-82,405 82,405-82,415 Диаметр поршня 82.8 (мм) 82,765-82,775 82,775-82,785 82,785-82,795 82,795-82,805 82,805-82,815
Класс отверстия под поршневой палец 1 2 3 Диаметр отверстия под поршневой палец(мм) 21,982-21,986 21,986-21,990 21,990-21,994
Применяемость поршня 21083-1004015.
(длина шатуна ваз 21083 и его размеры)
Двигатель
Блок цилиндров,
высота блока, мм.
Колен. вал
радиус кривошипа, мм.
Шатун,
длина шатуна, мм.
Поршень,
компрессион. высота, мм
Недоход
поршня в блоке, мм
ВАЗ 21083
194,8
35,5
121,0
37,9
0,4
Применяемость поршня 2110-1004015. Шатун ваз 2110 параметры.
Двигатель
Блок цилиндров,
высота блока, мм.
Колен. вал
радиус кривошипа, мм.
Шатун,
длина шатуна, мм.
Поршень,
компрессион. высота, мм
Недоход
поршня в блоке, мм
ВАЗ 2110
194,8
35,5
121,0
37,9
0,4 ВАЗ 2111
194,8
35,5
121,0
37,9
0,4 ВАЗ 21114
197,1
37,8
121,0
37,9
0,4 ВАЗ 11183
197,1
37,8
121,0
37,9
0,4
* — расчетные размеры могут отличаться от фактических в пределах допусков на изготовление указанных деталей.
Какие ремонтные размеры поршней 08 ?
Ремонтные поршни бывают двух размеров. Поршни номинального размера не маркируются. Поршни первого ремонтного размера изготавливаются с увеличенным на 0,4 мм диаметром и имеют маркировку в виде символа «треугольник». Поршни второго ремонтного размера имеют увеличенный на 0,8 мм диаметр и маркируются символом «квадрат».